歡迎您訪問無錫市鐵城機(jī)械加工廠!焊接床身,機(jī)床焊接底座,機(jī)座焊接加工,立柱焊接底座,機(jī)座自動焊接等是我廠主營加工項目;對外加工熱線:0510-8375 0615 / 8350 5778
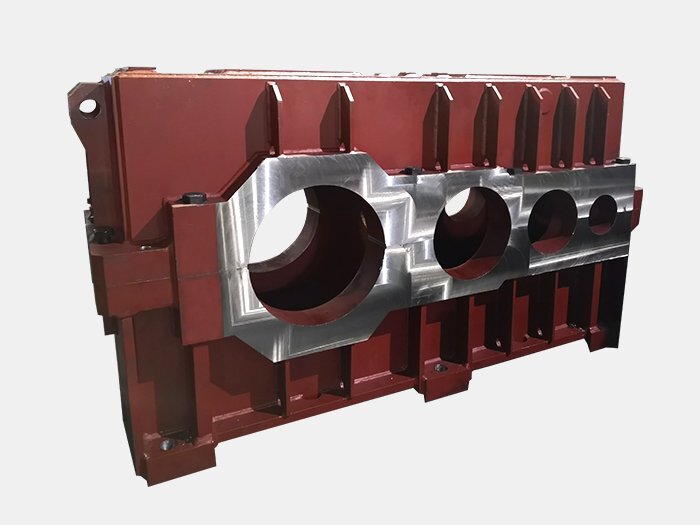
二十年的機(jī)械加工廠家設(shè)計、開發(fā)機(jī)座焊接加工、機(jī)床床身、焊接底座等
全國服務(wù)熱線:
135 0617 8852
135 0617 8852





 全國服務(wù)熱線
全國服務(wù)熱線
點(diǎn)擊次數(shù):658 更新時間:2024-12-23
焊接變形比較復(fù)雜,許多因素,如父母'metal焊接(大膨脹系數(shù)的不銹鋼、碳鋼膨脹系數(shù)小,所以)不銹鋼更容易變形,焊接材料、接頭形式、坡口形式、焊接電流,焊接電流,熱輸入,EA SY變形、焊接速度、焊接速度非常小,線性能量很大,容易變形)
我的計算方法:
1. 縱向收縮變形計算:L= (K1*Aw*L)/(A)
縱向收縮
焊縫截面面積
A =基礎(chǔ)工件的橫截面積
工件長度(毫米)
K1 =是與焊接方法、材料熱膨脹系數(shù)和多層焊接層數(shù)有關(guān)的系數(shù)。對于不同的焊接方法,系數(shù)K1有不同的值(FCAW (CO2): 0.043, SAW: 0.071-0.076, SMAW: 0.048-0.057)。
2. 計算橫向收縮變形增量s = 0.2 aw / T + 0.05 D
橫向收縮(毫米)
焊縫截面面積
T =襯底厚度(mm)
根空間(毫米)
在焊接過程中,由于焊接位置的局部加熱和冷卻,填充金屬和母材金屬都會產(chǎn)生熱應(yīng)變。這種熱應(yīng)變在焊接冷卻時產(chǎn)生收縮應(yīng)力,使焊縫彎曲、變形或扭曲。這叫做變形。從上面可以看出,變形是焊接過程中熱脹冷縮的結(jié)果,所以也可以說溫度是導(dǎo)致變形的主要因素。
 0510-8375 0615 / 8350 5778135 0617 8852(杜先生)
0510-8375 0615 / 8350 5778135 0617 8852(杜先生)
 sales@wxdtc.com
sales@wxdtc.com 無錫市惠山區(qū)西漳工業(yè)園西漳路30號
無錫市惠山區(qū)西漳工業(yè)園西漳路30號